

 Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Однако, возникают ситуации, когда необходимо провести ремонт изделий из алюминия. В таких случаях, работы выполняются дома, самостоятельными силами исполнителя. Поэтому в статье мы рассмотрим основные особенности и нюансы сваривания алюминия.
СЛОЖНОСТИ СВАРКИ АЛЮМИНИЯ
Основные трудности, возникающие при сварке алюминия.
Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом — наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли «заделка» шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Высокая теплопроводность данного металла требует ограничения по длительности термического воздействия. Превышения продолжительности влияния высоких температур может привести к деформации, появлению трещин, выпуклостей и других дефектов.
Особенности сварки алюминия и его сплавов объясняются целым спектром особенных свойств, которыми обладает металл:
- Поверхность данного материала всегда покрыта оксидной пленкой, обладающей высокой температурой плавления — около 2000°С. Сам металл плавится при 660°С.
- Капли расплавленного алюминия, образующиеся во время сварки в рабочей зоне, сразу же покрываются окисной пленкой, которая препятствует формированию сплошного шва. Для предотвращения данного эффекта хорошо применять газ аргон, надежно защищающий сварную зону от взаимодействия с воздухом.
- Высокая текучесть алюминия в расплавленном состоянии серьезно затрудняет формирование сварочной ванны. Поэтому технология сваривания алюминия требует применение специальных подкладок, отводящих тепло от зоны сваривания.
- В состав алюминия входит растворенный водород, который стремится выйти в атмосферу. Это способствует образованию пор и кристаллизационных трещин.
- Алюминий обладает достаточно высоким коэффициентом линейного расширения.Из-за этого при застывании металла происходит значительная усадка.
- Из-за высокой теплопроводности данного материала сварку алюминия следует осуществлять с применением значительных величин тока.
- Важная особенность — сварка алюминия часто затрудняется тем, что исполнителю сложно определить марку сплава, из которого произведены свариваемые изделия. Это осложняет выбор режима соединения и метод его выполнения.
Для проведения бытовой сварки алюминия, чаще всего применяют технологии ММА и TIG. Сваривание заготовок толщиной 5-7 мм. выполняется постоянным током обратной полярности. Для толстостенных деталей потребуется предварительная подготовка. Сварка алюминия электродом в домашних условиях включает следующие этапы:
- тщательная зачистка заготовок от оксидного слоя;
- обезжиривание производится с помощью растворителя;
- для получения более прочного и однородного соединения, кромки изделий толщиной больше 5 мм. нужно снять под углом от 45 до 65 градусов;
- покрытие электродов для алюминия характеризуется активным впитыванием влаги, поэтому перед проведением сварки следует выполнить прокалку;
- свариваемую поверхность необходимо прогреть до 250°С, что способствует более эффективному расплавлению оксидной пленки;
- сила тока зависит от толщины стенок изделия, параметров шва, а также от состава основного металла.
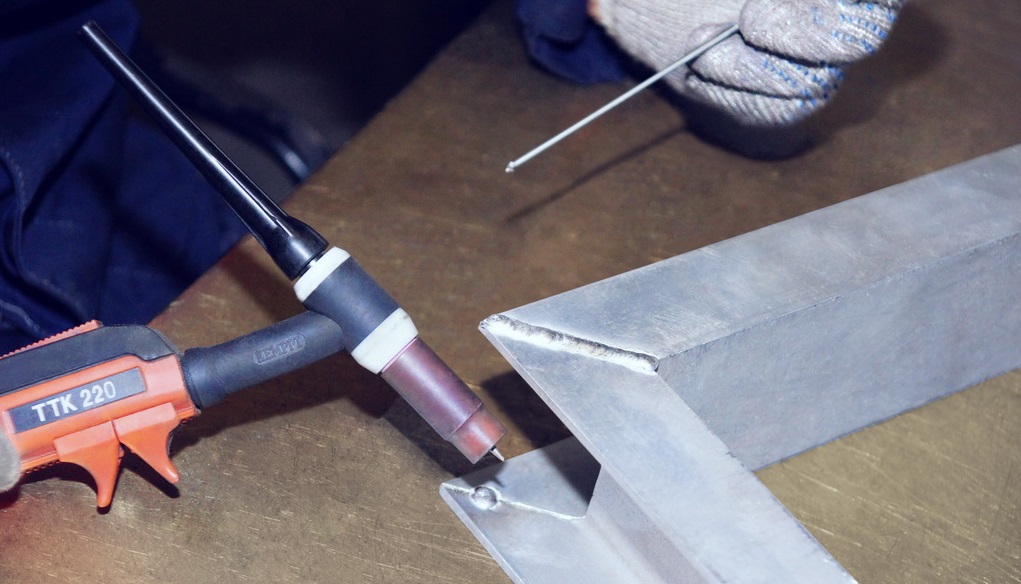
Аргонодуговая сварка неплавящимся электродом требует больших финансовых затрат. Однако, качество шва значительно лучше, по сравнению с соединением методом ММА. Технология домашней сварки TIG включает следующие операции:
- аппарат должен быть оснащен осциллятором (устройство, обеспечивающее возбуждение и стабильность дуги), который улучшает параметры сваривания и расплавления окисного слоя;
- чтобы избежать перерасхода газа, необходимо выставлять вольфрамовый электрод на 5-6 мм. от наконечника;
- аргон подается с расходом в 5-8 л/мин., после с небольшой задержкой подается ток;
- после образования сварочной ванны поступательно плавится сварочная проволока;
- сваривание проводится импульсным переменным током.
Также существуют общие правила сварки алюминия, которые рекомендуется соблюдать при любом методе:
- сваривание выполняется справа налево;
- длина дуги должна составлять 1,5-2,5 мм.;
- присадочный материал подается короткими, поступательно-возвратными движениями;
между электродом и проволокой должен быть угол в 90 градусов; - не допускается совершать поперечные колебания вольфрамовым электродом;
- сварка тонкого алюминия проводится с подкладкой из меди или железа для отвода тепла и предотвращения появления прожогов.














